轧机乳化液加热系统
乳化液在轧制过程中主要起润滑、冷却作用。轧制过程中,通过乳化液来减小轧辊与带钢之间的摩擦力,从而减小轧制压力,控制板形;同时在轧制过程中, 因轧辊与带钢接触,产生热量,造成轧辊热膨胀,通过乳化液来消除轧辊热膨胀,从而达到控制板形的目的。
乳化液温度在工艺润滑中具有举足轻重的地位,乳化液温度必须严格控制在50~55℃,温度过高或过低都不利于润滑及清洁度。温度过低利于细菌繁殖,造成乳化液腐败,同时,较低的温度不利于轧制油中极压添加剂等成分发挥作用而影响润滑。温度过高则分子热运动加剧,乳化液赛粒度会逐渐增大,稳定性下降,老化过程加快。因此为了提高乳化液质量,需对轧机乳化液加热系统进行升级改造。
一、使用环境、原始工艺条件及技术参数
(一)主要环境条件
1、气温
累计年平均温度:21.1℃
极端最高温度:41.7℃
极端最低温度:-2.9℃
2、室外相对湿度
年平均相对湿度:55.0%
月平均相对湿度最高值:74.8%
最低月平均相对湿度:~36%
3、海拔高度:1096m
4、地震烈度:7度
5、安装场所:成都板材轧机机组
(二)机组主要技术参数
机组类型:1420HC单机架可逆式轧机
生产产品:冷硬卷
生产能力(单台):20.7万t/a
带钢厚度:0.2~2.5mm
带钢宽度:800~1250mm
带钢运行速度:max.1200m/min
乳化液使用温度:45~55℃
(三)公辅条件
供电:380VAC/220VAC 50HZ
注意:业主方负责供电到真空退火炉MCC室馈电断路器,馈电断路器到电加热器控制柜以及控制柜到现场加热器的线缆、材料和施工等由投标方负责。
压缩空气:0.4~0.5Mpa(常温)
二、改造方案及主要改造内容
(一)改造方案
对2台轧机的乳化液加热器进行改造,主要实现加热泵从乳化液箱体抽取乳化液输送到电加热器内进行加热,加热后的乳化液通过气动阀门控制输送到箱体不同区域,以满足乳化液温度升温均匀的需要,将远程监控画面集成到原轧机HMI系统。为生产高质量冷轧板提供可靠的设备技术保障。主要功能要求如下:
1.加热泵参数
流量:110 m³/h
压力: 0.2 MPa
电机功率:11 Kw
2.电加热器
功率:2x200 Kw
3.乳化液加热温度
系统温度: 45~55 ℃
(二)主要改造内容
1.对现有2套蒸汽加热器进行拆除,含拆除材料及施工。
2.设计、制作及成套供货2套乳化液电加热设备。
3.2套乳化液电加热成套设备安装,含安装材料及施工。(注:包含受电电缆、材料和施工)
4.2套乳化液电加热成套设备调试,含调试材料。
5、将2套远程监控画面集成到原轧机HMI系统,含与机组通讯。
【江苏扬天电热设备有限公司】——信息化 数字化 智能化——義飞扬天——防爆电加热器专业制造商——为新时代中国制造加油助力——全国尊贵热线:400-777-5525
三、设备技术规格
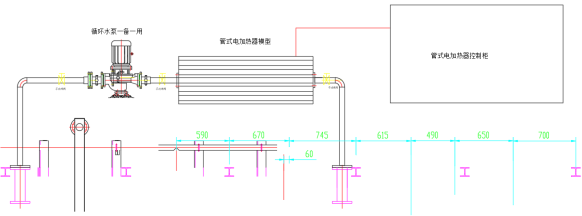
乳化液电加热系统主要由供液系统、电加热器以及电控系统组成。具体单套描述如下:
(一)供液系统
设备功能:将箱体内乳化液输送到加热器进行加热,并根据需要回流到箱体内。
设备组成:供液系统由供液泵、管道阀门及仪表组成。
供液泵:从箱体抽取乳化液并输送到电加热器进行加热,泵选择卧式离心泵,用一备一设计。
管道阀门:由从箱体取液管道阀门、加热器连接管道阀门以及流回箱体的管道阀门组成。
仪表:供液系统仪表主要有温度表、压力表、热电偶、压力传感器、流量计等组成,主要参与供液泵和加热器控制功能。
技术参数:
1. 供液泵
流量: 110 m³/h;
压力:0.2 MPa
电机:AC380V,50Hz;
功率:11 Kw
箱体取液阀:手动蝶阀,DN200,PN16
泵入口阀:手动蝶阀,DN150,PN16
泵入出阀:手动蝶阀,DN125,PN16, 止回阀,DN125,PN16
加热器出入口:手动蝶阀,DN125,PN16
乳化液回流管道:手动蝶阀,DN125,PN16 ,气动蝶阀,DN125,PN16
压力表及开关: 0~6bar
温度表: 0~75 ℃
压力继电器: 0~5bar
(二)电加热器
设备功能:对乳化液进行旁路加热,让其达到设定温度。
设备组成:由不锈钢筒体、加热元件等组成。
不锈钢筒体:采用φ406x10mm/φ133x4mm不锈钢管与法兰焊接而成,内部安装加热元件,乳化液由筒体下部进入加热,从上部出液口排出。
加热元件:加热元件由诺干组U型加热管焊接在法兰上,法兰上腔为接线端子区域,加热元件法兰与筒体法兰用螺栓密封连接即组成加热器。
加热器功率选择依据:
①考虑配液状态极限情况进行功率选择;
②假设配液(90m³)过程在5小时左右完成(一边配液一边加热,其中加热时间为4小时);
③配液完成后生产按照最低升温温度12℃进行低速、大压下量轧制,以便迅速升温;
④电加热效率按照85%考虑。具体计算如下:
P x 4 x 60 x 60 x 0.85 = 90 x 1000 x 4.18 x 12
P = 368.8 Kw
考虑到功率太大,采用两套加热元件设计,每套设计200Kw,与供液泵串联,即可同时加热也可单独加热,加热模式在本地触摸屏或远程HMI上选择设定。
电加热器采用不锈钢材料焊接,所有焊缝牢固无泄漏。
技术参数:
不锈钢筒体尺寸: φ406x10mm,L=2000mm 2套
加热元件: 诺干组不锈钢U型加热器,200Kw/组 2组
(三)电控系统
设备功能:对乳化液加热系统进行全面控制:控制泵阀以及加热器工作,并对工作状态进行监控。
设备组成:电控系统主要由供液泵控制单元、加热器控制单元以及相关检测仪表组成。系统所用电气元件主要有:西门子PLC、触摸屏,施耐德接触器、中间继电器、固态继电器等其它元件组成。
供液泵控制单元:主要控制加热泵启动/停止。其与乳化液箱体液位、箱体内乳化液温度联锁,与加热器内乳化液压力、流量等相关联。
加热器控制单元:主要用于对乳化液进行循环加热。其与供液泵、流量、箱体内乳化液温度联锁,与加热器内乳化液压力、温度等相关联。
报警项目:电控系统对加热系统进行检测和监控,并对不正常项目进行报警,主要内容:供液泵运行状态、加热器运行状态、加热器内温度、压力及流量等项目。
本地/远程控制:现场可以通过本地电控系统对乳化液加热系统进行控制,也可以用通讯方式与现有主控系统连接,实现在操控室的原轧机HMI上对系统远程监控。